Оптоволоконный лазерный станок DMM 6016T (1500W)

Артикул: 63182
Мощность источника: 1500 Вт
НАЗНАЧЕНИЕ
Станок предназначен для резки и раскроя трубного металлопроката диаметром до 160 мм.
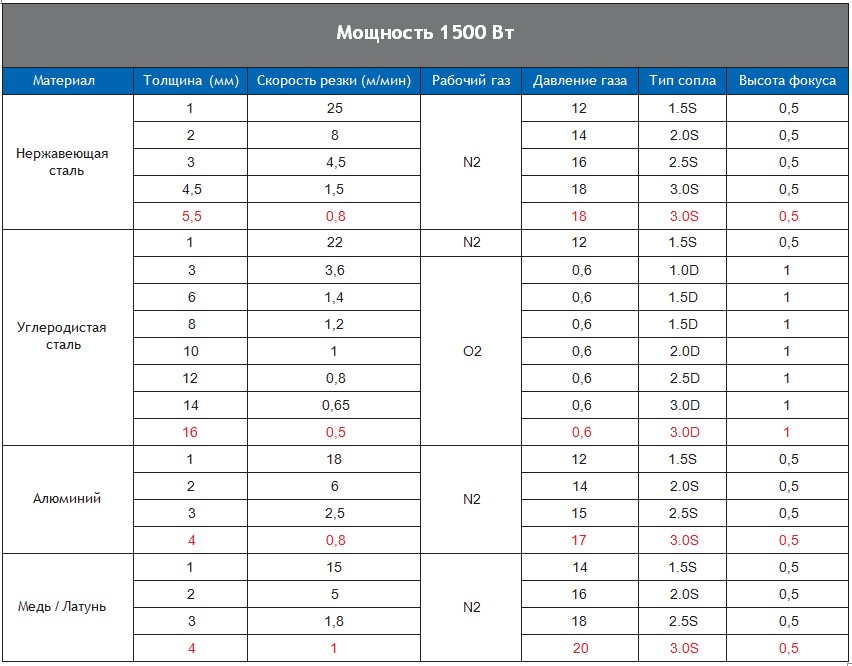
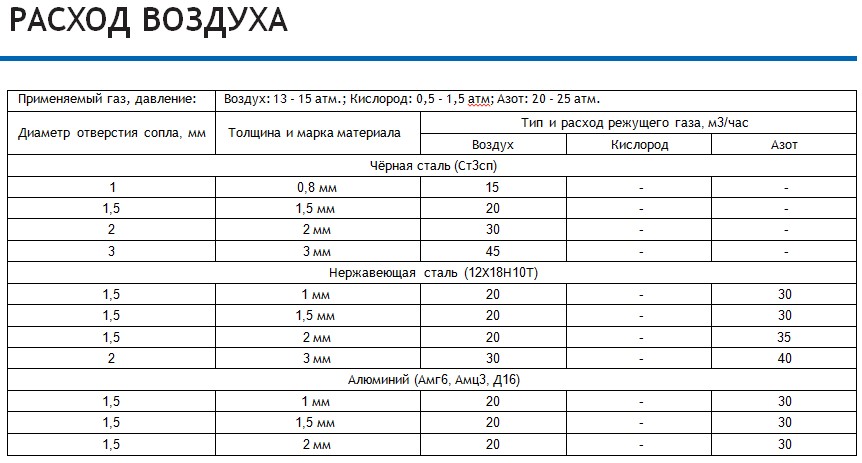
ИСПОЛЬЗОВАНИЕ ВОЗДУХА ПРИ РЕЗКЕ МЕТАЛЛА
При лазерной резке металла, используются вспомогательные газы. Одним из самых популярных и доступных газов, является воздух.
Рекомендуемое давление при резке - 13-15 бар.
Основные плюсы использования воздуха в лазерной резке:
Во-первых, это отсутствие оксидов на поверхности среза. Вторичная обработка с целью очистки значительно упрощается или отсутствует полностью.
Во-вторых, это высокая производительность. При обработке металла толщиной более 3,5 мм азот обеспечивает лучшую скорость резки. Однако воздух позволяет резать мягкую сталь толщиной до 3,5 мм на 3% быстрее в сравнении с азотом.
Воздух хорошо подходит для резки тонкого материала. Его применяют для обработки большинства деталей из нержавеющей стали. Очевидно, что это не универсальный вспомогательный газ. В ряде случаев он не может быть альтернативой кислороду или азоту. Например, детали для космической и пищевой промышленности режут только с применением азота. Но там, где идеальная гладкость кромок не нужна, воздух позволит значительно сократить расходы при сохранении качества готовых деталей.
ПОДГОТОВКА ВСПОМОГАТЕЛЬНЫХ ГАЗОВ, РАСХОДОВАНИЕ ГАЗОВ ПРИ РЕЗКЕ
1. Подготовка кислорода (O2), чистота ≥ 99,6 %
1) Рекомендуем выбрать жидкий консервированный кислород + газификационное оборудование для подачи газа. Давление жидкости может составлять 2 МПа, винтовая резьба на выходе - G 5/8.
2) Подача кислорода с газовыми баллонами. Давление газового баллона с кислородом составляет ≥ 12 МПа.
3) Если Вы часто выполняете резку красной меди, то необходимо выбрать жидкий консервированный кислород + газификационное оборудование для подачи газа. Давление жидкости может составлять
≥ 2,5 МПа, производительность газификационного оборудования
≥ 100 м3/ч.
2. Подготовка азота (N2), чистота ≥ 99,9 %
1) Для обеспечения нормальной резки нержавеющей стали и алюминиевого сплава, мы настоятельно рекомендуем выбрать жидкий консервированный азот + газификационное оборудование для подачи газа. Подготовьте внешнюю резьбу R1 / 2 и соединение со станком.
Для лазерного источника мощностью 2 кВт / 2,5 кВт, давление жидкости может составлять ≥ 2,5 МПа, производительность газификационного оборудования ≥ 100 м3/ч. Для лазерного источника мощностью 3кВт-15кВт, давление жидкости может составлять ≥ 3,0 МПа, производительность газификационного оборудования ≥ 150 м3 / ч.
2) Подача азота с газовыми баллонами
Давление газового баллона с азотом составляет ≥ 12 МПа
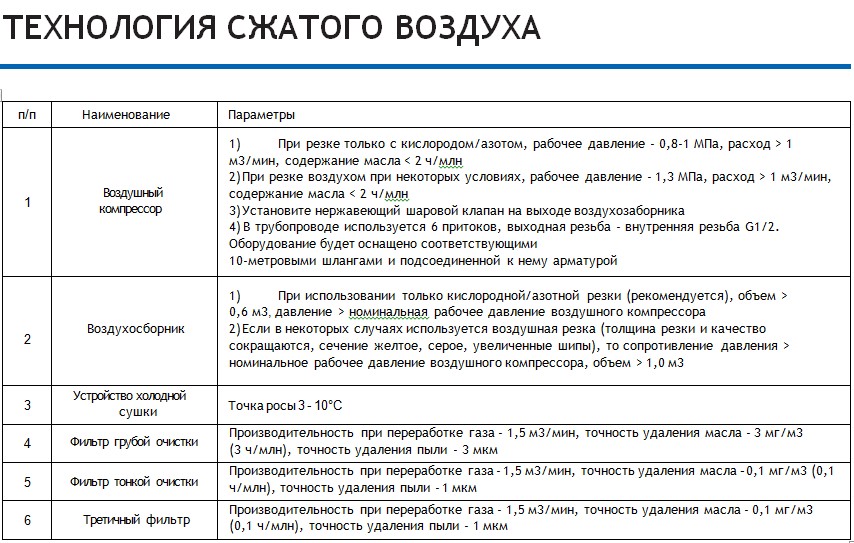
3. Подготовка сжатого воздуха, чистота ≥ 99,9 %
Для оптоволоконного лазерного станка подготовьте сжатый воздух:
Если воздушная резка используется часто, то для достижения лучших результатов резки пользователям рекомендуется добавить устройство холодной сушки (как показано на рисунке); устройство холодной сушки может производить сжатый воздух под необходимой точкой росы. Таким образом, большое количество водяного пара и масляного тумана, содержащихся в нем, конденсируются в жидкие капли, отделяются газом и жидкостью, выпускаются из сушилки, а сжатый воздух высушивается.
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ

АВТОМАТИЧЕСКИЙ ПНЕВМАТИЧЕСКИЙ ЗАЖИМНОЙ ПАТРОН
- Соединение четырехкулачкового патрона, оптимизирующее резку различных диаметров, не требует ручной регулировки;
- Быстрая скорость зажима, повышение эффективности работы;
- Более высокая стабильность, чем у электрических зажимных патронов, отсутствие заедания.

АВТОМАТИЧЕСКИЙ ПНЕВМАТИЧЕСКИЙ ЗАЖИМНОЙ ПАТРОН БОЛЬШОГО ДИАМЕТРА
- Подходит для крепления трубки разной формы ф10-ф160мм;
- Простое переключение между диаметрами и значительная экономия времени на настройку;
- Эффективное уменьшение избыточной длины трубы, минимум 150 мм

ОПТИМИЗИРОВАННАЯ КОНСТУКЦИЯ
Наши станки лазерной резки имеют цельнометаллическую сварную станину, с высокой прочностью. При производстве, станина станка проходит термическую обработку для снятия напряжения металла. Благодаря этому удается добиться жесткости конструкции, а вследствие чего и безупречной точности обработки. Каждая станина машины размещается на срок от 30 до 45 дней, и внутреннее напряжение будет полностью снято перед точной обработкой;
Параллельность менее 0,03 мм;
Максимальная загрузка 200 кг.

РЕЖУЩАЯ ГОЛОВКА С АВТОФОКУСОМ RAYTOOLS ВM 110
Регулировка фокусного расстояния может быть с точностью до 0,01 мм;
Встроенное высокоэффективное водяное охлаждение в конструкции;
Лазерная головка с системой автоматической фокусировки;
Степень защиты от пыли IP65.

НАПРАВЛЯЮЩИЕ PEK (ИТАЛИЯ)
Каждая направляющая проходит строгие фотоэлектрические автоколлимационные испытания, точность которых не превышает 0,03 мм

СЕРВОМОТОР VEICHI
Высокая скорость, точность, надежность, мощность. Механизм двойного привода портала имеет высокий коэффициент демпфирования, хорошую жесткость, выдерживает высокую скорость и высокое ускорение.

ПЛАНЕТАРНЫЙ ПРЕЦИЗИОННЫЙ РЕДУКТОР MOTOREDUCER
Преимущества планетарного редуктора:
- Большие удельные мощности при обеспечении высокой нагрузочной способности и минимальных габаритах привода;
- Более высокий КПД;
- Облегченная конструкция - вдвое компактней и легче редукторов других видов;
- Не требуют обслуживания в процессе эксплуатации

СТАБИЛИЗАТОР НАПРЯЖЕНИЯ
Стабилизатор напряжения служит для преобразования и поддержания стабильного напряжения входного тока. Обеспечивает защиты электрокомпонентов от скачков напряжения в сети.

ПНЕВМАТИЧЕСКАЯСИСТЕМА SMC (ЯПОНИЯ)

СИСТЕМА ВПРЫСКА МАСЛА АВТОМАТИЧЕСКИЙ ВПРЫСК
После долгого времени эксплуатации , нужно смазать шестернирейку и направляющие маслом. Автоматический впрыск масла, позволяет устоновить время смазки.

ВЕНТИЛЯТОР ДЛЯ ДЫМОУДАЛЕНИЯ
Лопасти вентилятора хорошо сбалансированы и работают плавно. Позволяют эффективно удалить следы сгорания маслянистых веществ. Мощность 3кВт.

ИСТОЧНИК ЛАЗЕРА RAYCUS НА 1500
- Срок службы 100000 часов;
- Стабильно и экономично;
- Высокая скорость оптико-электрического преобразования, высокий КПД и энергосбережение;
- Высококачкственное обслуживание.

ВОДЯНОЙ ЧИЛЛЕР S&A /HANLI
- Двухтемпературная система охлаждения.
- Отображение текущей температуры воды в реальном времени;
- Уникальная конструкция с двумя водяными путями, одна для охлаждения источника лазера, другая для охлаждения режущей головки, эффективная вспомогательная работа машины;
- Аварийный сигнал температуры.

ЭЛЕКТРИЧЕСКИЕ ЭЛЕМЕНТЫ SCHNEIDER (ФРАНЦИЯ)
|
DMM 6016Т 160 mm |
LASER |
|
1500 W |
Raycus |
|
Чиллер |
S&A/HANLI |
|
Серовомотор |
VEICHI |
|
Режущая головка |
Raytools BM 110 |
|
Система управления |
FSCUT 3000-DEM |
|
Редуктор |
XT LASER |
|
Электро компоненты |
Schneider |
|
Шариковая винтовая пара |
Taiwan rail |
|
Система передачи движения (шестерня-рейка) и направляющая |
PEK Италия/ LEITESEN Германия |
|
Пропорциональный клапан |
Japanese SMC |
|
Форма зажима |
CANTINI пневматический |
|
Вес станка |
6500 кг |
|
Вентилятор для дымоудаления |
3 kw / 5.5 kw |
Технические характеристики и внешний вид товара могут быть изменены производителем без предварительного уведомления

- Два клеевых вала
- Плавная регулировка скорости
- Расширительный столик в комплекте

- Кол-во шпинделей: 21 шт
- Мощность: 1,5 кВт
- Вес: 290 кг

Высота кромки (детали), мм: 10-60
Толщина кромочного материала , мм: 0,5-3
Общая мощность, кВт: 6,5

- Поворотная клеевая ванна
- Узел снятия свесов
- Вынесенная отдельно чистовая торцовка

Скорость подачи: 14 м/мин
Общая мощность: 7 кВт

Высота кромки (детали), мм: 10-60
Толщина кромочного материала , мм: 0,4-3
Общая мощность, кВт: 5,5
Суммарная мощность: 3,6 кВт
Толщина кромочного материала , мм: 0,4-3
Рабочая температура клеевой ванны: 90 - 200°С

- Кол-во шпинделей: 21 шт
- Мощность: 1,5 кВт
- Вес: 350 кг

Длина каретки:
- 3200 мм
Мощность:
- 5,5 + 0,75 кВт
Вес:
- 890 кг

- Кол-во шпинделей: 35 шт
- Мощность: 2х1,5 кВт
- Вес: 450 кг

- Кол-во шпинделей: 23 шт
- Мощность: 1,5 кВт
- Вес: 305 кг

- Кол-во шпинделей: 21 шт
- Мощность: 1,5 кВт
- Вес: 360 кг

- Кол-во шпинделей: 29 шт
- Мощность: 1,5 кВт
- Вес: 344 кг

- Кол-во шпинделей: 23 шт
- Мощность: 1,5 кВт
- Вес: 310 кг

- Скорость подачи: 12,5 м/мин
- Общая мощность: 5,11 кВт
- Вес: 660 кг

- Кол-во шпинделей: 21 шт
- Мощность: 1,5 кВт
- Вес: 265 кг


Размер обработки: 2100 х 3050 мм
Вес: 1300 кг

Размер обработки: 2100 х 3050 мм
Вес: 1300 кг